

 English
English русский
русский Español
Español عربى
عربى 中文简体
中文简体Новости
Дом / Новости / Новости отрасли / Как сращиваются или заделываются микрокабели с воздушной продувкой? Практическое руководство

Контент
Воздушные микрокабели представляют собой значительный шаг вперед в развертывании оптоволоконных сетей, предлагая исключительную гибкость и эффективность во время установки. Однако как только эти легкие кабели небольшого диаметра прокладываются по микроканалам, возникает критический вопрос: как они подключаются к остальной части сети? Процессы сращивания и терминации являются жизненно важными, заключительными шагами, которые превращают установленный путь в действующую линию связи.
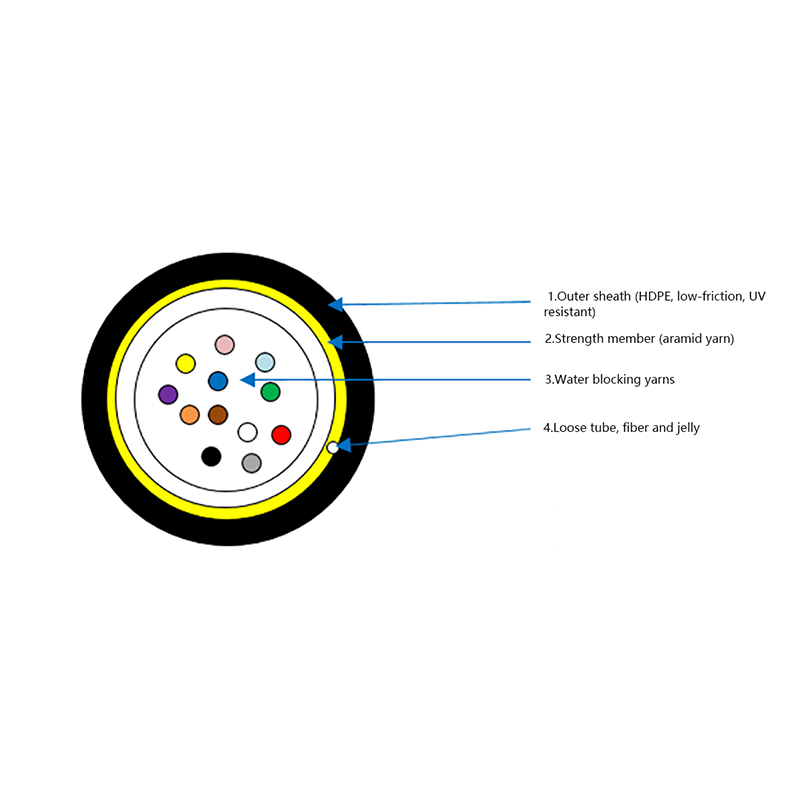
Прежде чем углубляться в процедуры, важно понять, что отличает микрокабели с воздушной продувкой. Эти кабели обычно имеют диаметр от 2 до 6 мм и обеспечивают минимальное трение и максимальную гибкость. Их конструкция часто состоит из:
Этот минималистичный дизайн влияет на каждый последующий этап сварки и заделки, требуя точности и специализированных методов.
Процесс начинается задолго до включения сварочного аппарата.
1. Доступ к кабелю и его извлечение:
В отличие от традиционных кабелей, протягиваемых через большие кабелепроводы, микрокабели с воздушной продувкой находятся внутри микроканала (обычно диаметром от 5 до 14 мм). Чтобы получить доступ к кабелю, техник должен сначала аккуратно разрезать микроканал с помощью специального трубореза. Цель состоит в том, чтобы создать чистое, перпендикулярное отверстие, не задевая оболочку кабеля под ним. Затем микрокабель аккуратно извлекается, оставляя достаточную служебную петлю (рекомендуется 3–5 метров с каждой стороны) для сращивания и будущих доработок. Эту петлю часто хранят в замке или натяжном ящике.
2. Зачистка микрокабеля:
Это шаг, требующий исключительной осторожности. Стандартные инструменты для зачистки кабеля часто слишком велики или агрессивны для оболочек микрокабелей. Вместо этого, инструменты для зачистки микрокабелей используются. Эти инструменты позволяют выполнять точную резку с регулируемой глубиной для удаления внешней оболочки, не повреждая при этом арамидные элементы нити или лежащую под ней буферную трубку. Затем арамидную пряжу аккуратно обрезают высококачественными ножницами. Последний этап включает в себя удаление защитного покрытия с отдельных волокон с помощью прецизионных инструментов для удаления волокон. Этот процесс идентичен стандартной работе с волокнами, но выполняется в меньшем и более деликатном масштабе.
Сращивание предполагает постоянное соединение двух оптических волокон встык. Для микрокабелей с воздушной продувкой предпочтительным методом является сварка плавлением .
1. Расщепление:
Идеальный скол не подлежит обсуждению для соединения с малыми потерями. Волокно необходимо надрезать и сломать, чтобы создать зеркально плоскую, перпендикулярную торцевую поверхность. Электрические скалыватели повсеместно используются в профессиональных условиях для обеспечения стабильного и высококачественного скалывания. Учитывая небольшой размер волокон, визуальный осмотр с помощью встроенный микроскоп сварочного аппарата или отдельный датчик для проверки волокна обязателен для проверки на наличие дефектов перед сваркой.
2. Сращивание сплавлением:
В основном процессе используется сварочный аппарат, который выравнивает концы двух волокон с субмикронной точностью. Сварочный аппарат применяет небольшую электрическую дугу, которая плавит концы стекла, навсегда сплавляя их вместе. Современные сварочные аппараты имеют профили, специально предназначенные для стандартных одномодовых (SMF) или многомодовых (MMF) волокон, которые применимы к микрокабелям с воздушной продувкой.
Особые соображения в отношении микрокабелей с воздушной продувкой:
3. Тестирование и документирование потерь в соединении:
Каждый сварной шов измеряется оптическими потерями сварочным аппаратом с использованием Локальное введение и обнаружение (LID) метод или с помощью OTDR (оптического рефлектометра во временной области) после завершения трассировки. Допустимые потери обычно составляют <0,05 дБ для одномодовых волокон. Эти результаты, а также места сращивания и идентификаторы тщательно документируются для сетевых записей.
Терминация предполагает установку на волокне разъема (например, LC, SC) для подключения к оборудованию или патч-панели. Для микрокабелей с воздушной продувкой используются два основных метода.
1. Предварительно прекращенные решения:
Этот вариант становится все более популярным и предполагает заказ пневматических микрокабелей с разъемами, установленными на заводе на одном или обоих концах. Эти разъемы защищены прочным прорывные ботинки или выдвижные лидеры которые предназначены для того, чтобы выдерживать силу выдувания. После установки защитный колпачок снимается и разъем готов к использованию. Этот метод исключает необходимость работы по заделке на месте, гарантируя оптимальную производительность соединителя, но требует точного измерения длины воздуховода.
2. Завершение поля:
Если предварительное завершение невозможно, выполняется завершение поля. Из-за небольшого диаметра кабеля прямое обжатие разъема зачастую невозможно. Стандартный подход:
Это, пожалуй, самый важный шаг, характерный для экосистемы микрокабелей с воздушной продувкой. Точки сращивания и переход от гибкого микрокабеля к более прочному патч-корду или распределительному кабелю должны быть организованы безупречно.
А закрытие для микроканала/микрокабеля используется. Эти затворы предназначены для:
Сращивание и заделка пневматических микрокабелей — это дисциплина, которая сочетает в себе стандартную точность оптоволокна со специализированными методами для создания уникальной анатомии микрокабеля. Этот процесс по своей сути не сложнее, чем работа с традиционными кабелями, но он требует четкого понимания правильных инструментов, затворов и принципов снятия натяжения. Отдавая приоритет тщательной подготовке, безупречному сварке и, что наиболее важно, правильному механическому креплению и защите в подходящей заглушке, сетевые специалисты могут гарантировать, что скорость и гибкость установки микрокабеля с воздушной продувкой преобразуются в надежную оптоволоконную линию с низкими потерями и перспективность. Ключевым моментом является соблюдение конструкции кабеля: его установка революционна с помощью воздуха, но его работоспособность обеспечивается благодаря тщательной ручной работе в точке подключения.




")

 Многожильный 8-образный самонесущий оптический кабель для наружного слоя")





Запрос на звонок сегодня
 Производители оптических кабелей на заказ
Производители оптических кабелей на заказ